Ir directamente al contenido
Nuestros Libros
CAPACITACIÓN EN LÍNEA
¿Qué es un Polímero?
¿Qué es un Polímero?
Tipos de Polímeros
Propiedades
Cargas y Aditivos
Historia
PROCESOS DE MANUFACTURA
Procesos de moldeo
Procesos de extrusión
Procesos de Soplado
Sustentabilidad
Blog
Contacto
Buscar
El Trionda: Un Balón con más Ciencia que la Universidad
junio 6, 2026
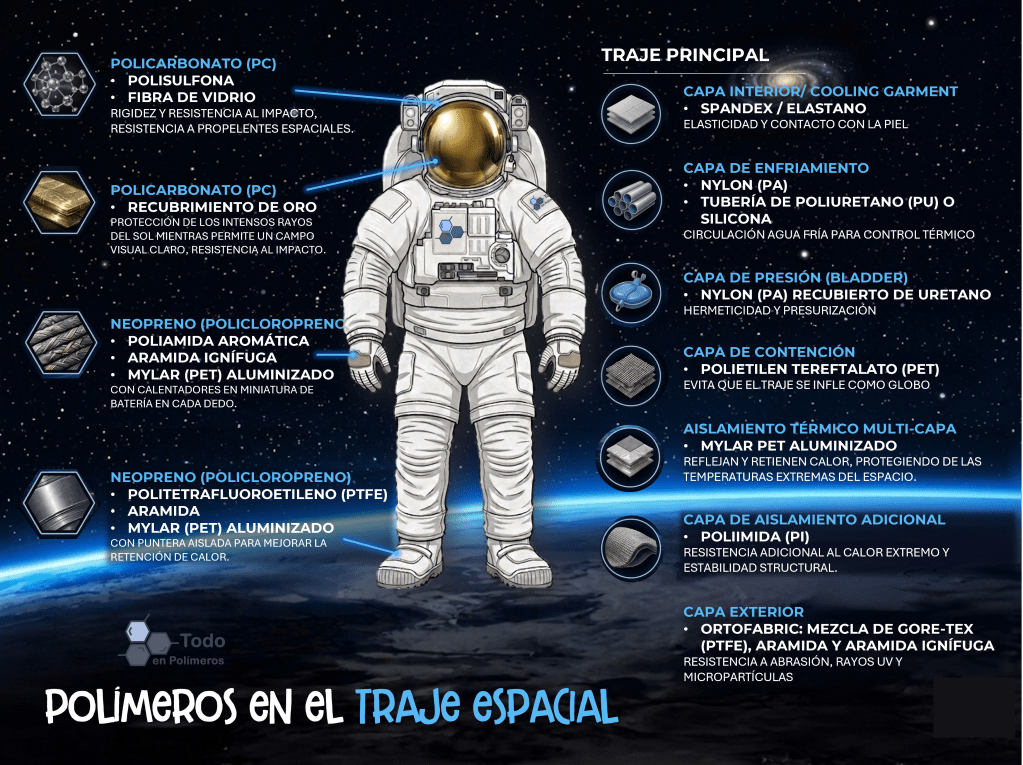
¿Por qué los astronautas no «explotan» en el espacio?
mayo 10, 2026
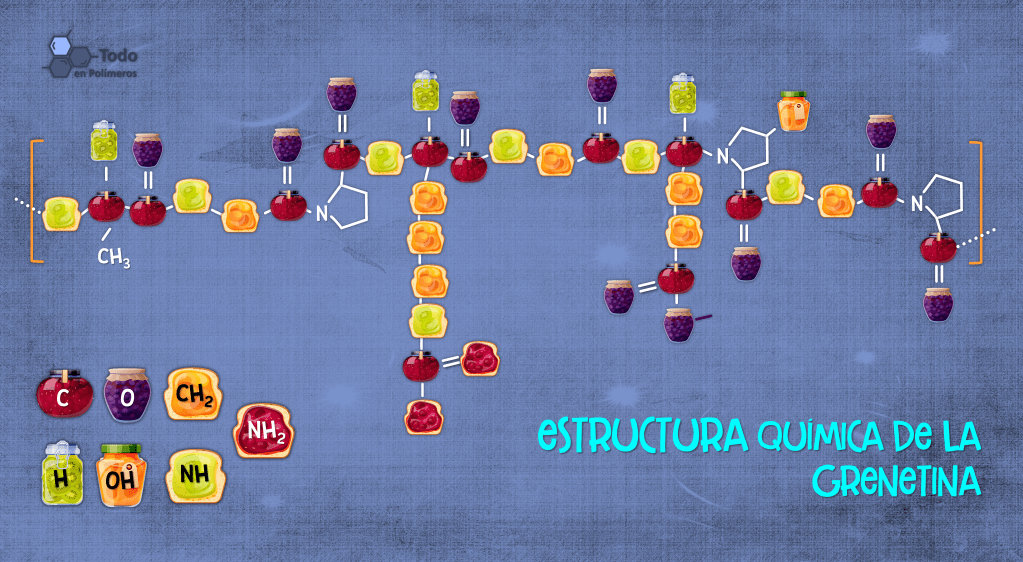
GRENETINA: EL POLÍMERO QUE TODOS CONOCEMOS
noviembre 29, 2025
Karl Ziegler
noviembre 26, 2025
¿INYECCIÓN O COMPRESIÓN?
noviembre 22, 2025
El Rol de las Moléculas de Enlace en los Polímeros
noviembre 2, 2025
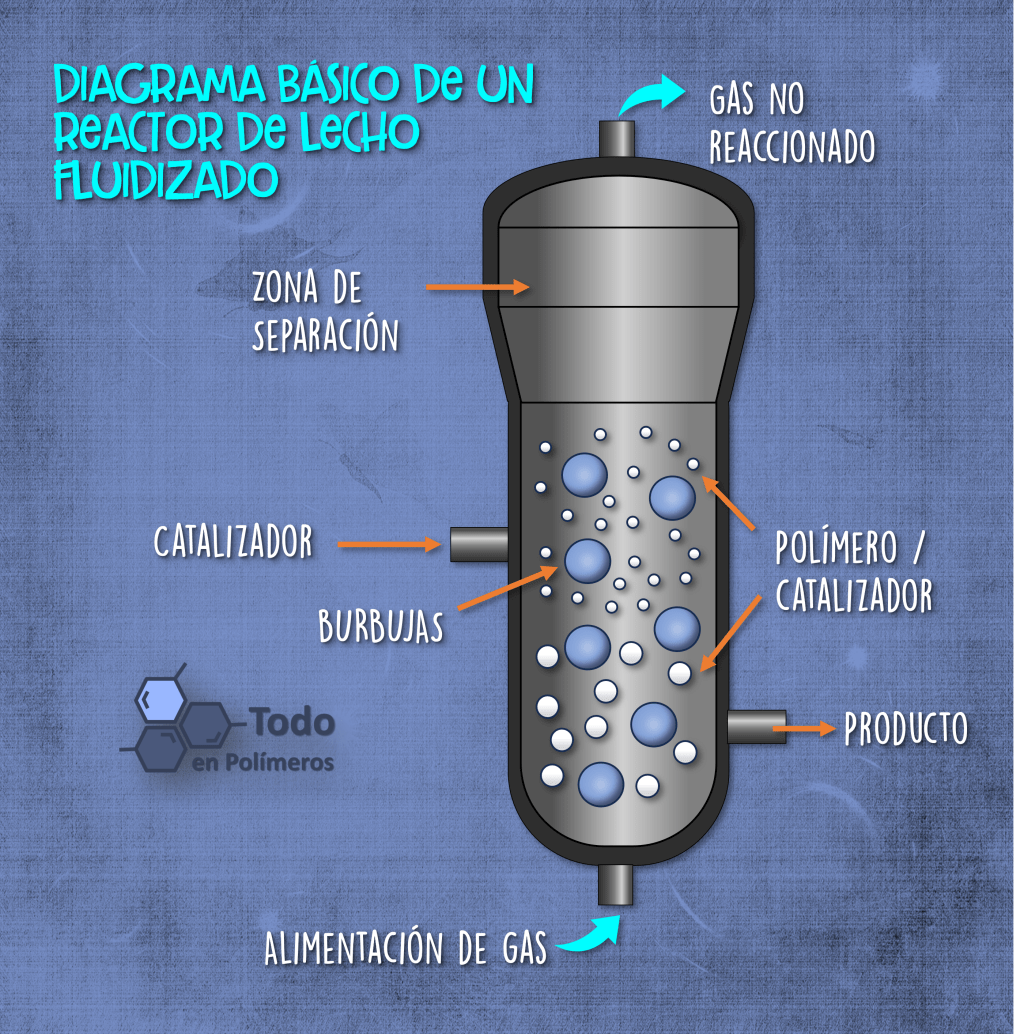
Reactores de Lecho Fluidizado: Innovación en la Industria Química
marzo 16, 2025
La Seda Artificial
diciembre 8, 2024
¡Cumplimos 8 Años!
junio 1, 2024
Siguiente página
Comparte esto:
Tweet
Enviar un enlace a un amigo por correo electrónico (Se abre en una ventana nueva)
Correo electrónico
Compartir en WhatsApp (Se abre en una ventana nueva)
WhatsApp
Imprimir (Se abre en una ventana nueva)
Imprimir
Me gusta
Cargando…
Suscribirse
Suscrito
todoenpolimeros.com
Únete a otros 417 suscriptores
Suscríbeme
¿Ya tienes una cuenta de WordPress.com?
Inicia sesión
.
todoenpolimeros.com
Suscribirse
Suscrito
Regístrate
Iniciar sesión
Copiar enlace corto
Denunciar este contenido
Ver la entrada en el Lector
Gestionar las suscripciones
Contraer esta barra
%d