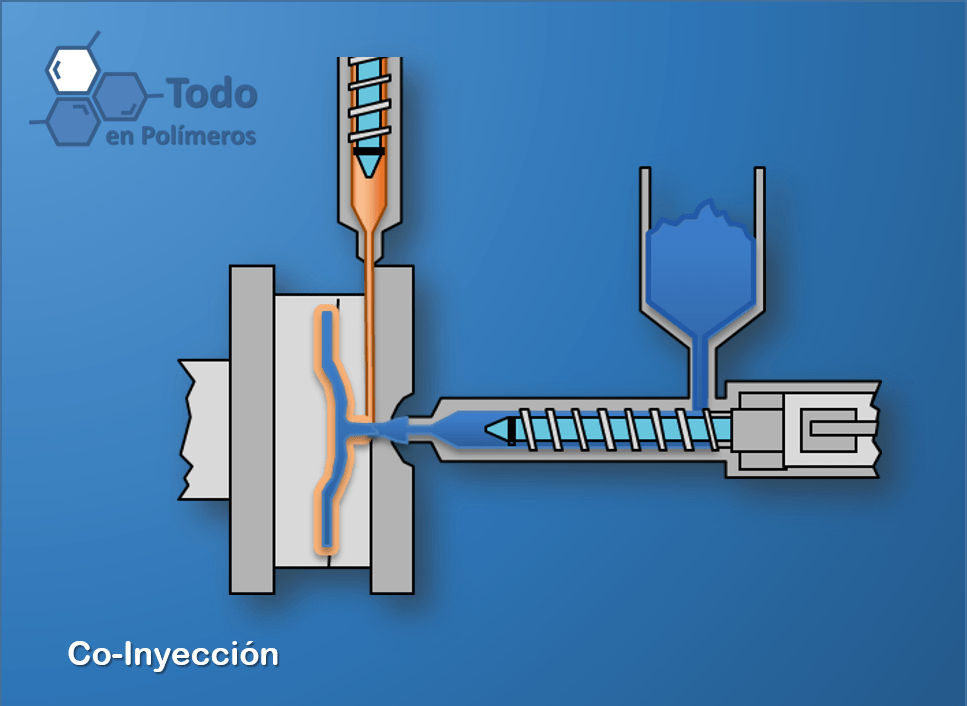

El moldeo por co-inyección es un proceso en el que dos o más polímeros diferentes se laminan juntos mediante moldeo por inyección. Estos polímeros pueden ser idénticos, excepto por el color o la dureza, o pueden ser de diferentes tipos de polímeros. Cuando se utilizan polímeros diferentes, estos deben ser compatibles (soldarse) y se fundir aproximadamente a la misma temperatura.
El término co-inyección puede denotar diferentes procesos, como la formación de un sándwich, la inyección de doble tiro, la inyección de múltiples tiros o la formación de espuma estructural. Cualquiera que sea su nombre, una configuración en sándwich se ha hecho en la que dos o más materiales termoplásticos son laminados juntos para aprovechar que las diferentes propiedades de cada uno contribuyan a la estructura. Comúnmente, el material externo es sólido, mientras que el material interno es espumado. Sin embargo, cualquier combinación de material externo e interno espumado o no espumado es posible. Para piezas de pared gruesa, el tiempo de enfriamiento puede reducirse sustancialmente corriendo el material exterior a mayor temperatura para una superficie lisa y el material interno, que esencialmente determina el tiempo de ciclo, a una temperatura inferior.
El moldeo por co-inyección puede utilizar 1, 2 o 3 canales. En el sistema de un solo canal, los plásticos fundidos son inyectados secuencialmente en de molde cambiando la válvula. Debido a las características de flujo de la masa fundida y a la tendencia del material exterior de adherirse a una superficie más fría del molde, se forma una piel sólida densa. El espesor de la piel puede ser controlada variando la velocidad de inyección, temperatura de fusión y la compatibilidad del flujo de los materiales.
En el sistema de 2 canales, es posible la inyección secuencial o simultánea del material externo y los materiales internos. Esto permite el control del espesor del material exterior, especialmente en los puntos de inyección en ambos lados de la pieza. En este tipo de moldeo, es mejor si se perfila el llenado de la cavidad. El perfilar la velocidad de la inyección permite un mayor control del aspecto de la superficie.
El sistema de 3 canales permite la inyección simultánea con un punto de inyección directo en el bebedero . El espesor del material exterior puede ser influenciada en ambos lados de la pieza. Con este sistema, el material interno espumado avanza más hacia el final del canal del flujo que la de las técnicas de 1 y 2 canales. La pieza puede diseñada para ser más ligera en peso.
Para aprender de polímeros, química y más, toma nuestros cursos en línea:
https://todoenpolimeros.com/capacitacion.html
Visítanos en: www.todoenpolimeros.com

Deja un comentario